
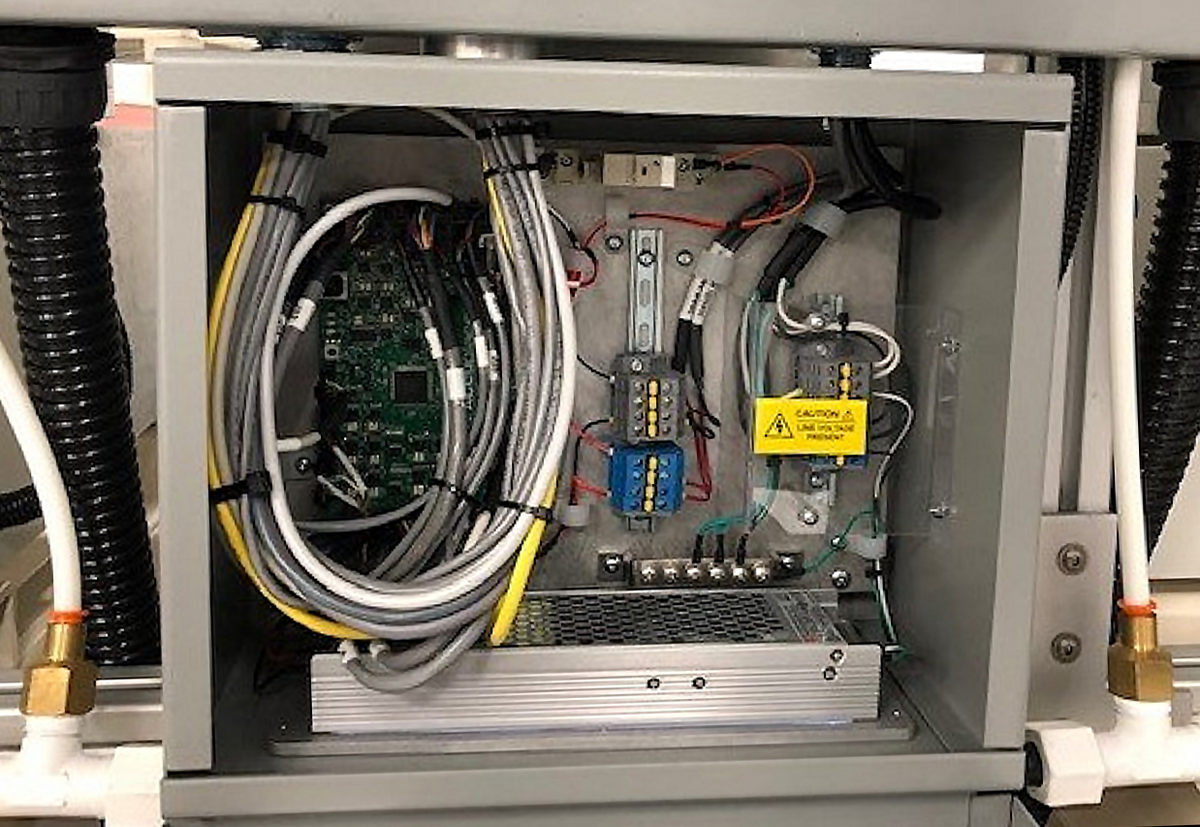
My company was provided an OEM label printer and applicator machine that was being controlled by five Arduino PC boards.
They were asked to provide a PLC control system, however, they insisted that they needed to use this controls architecture for the application, mainly due to interface with peripheral equipment and speed of pneumatic action and processing of IO communications.
After many failed attempts to FAT/SAT the equipment and having the software developer onsite for weeks at a time, we simply could not see this system getting to where it needed to be.
The issues presented themselves in the following ways: software-based E-Stop signals, unrecoverable faults, new bugs appearing at each attempt at a performance run, and overall inability to manage the individual machine states.
It was apparent that we would be stuck with a black box that our internal controls staff wouldn’t be able to support and there would be unexpected downtime related to unrecoverable faults that require a power cycle to the individual PC boards.
The equipment gets a new brain
After buy in from upper management, I set out to execute a project where we replace the PC boards with remote IO panels and a PLC control panel.
It was important to do this with an expedited schedule and to be as cost effective as possible; after all we already spent the capital on the machine.
Although it would have been nice to hire one systems integration firm to provide a turnkey solution, I wasn’t afforded that kind of time or budget.
I ended up contracting a panel design/build shop, a systems integrator and a local electrical company.
All the physical IO was utilized, so it was a matter of getting remote IO panels to replace the individual PC controllers.
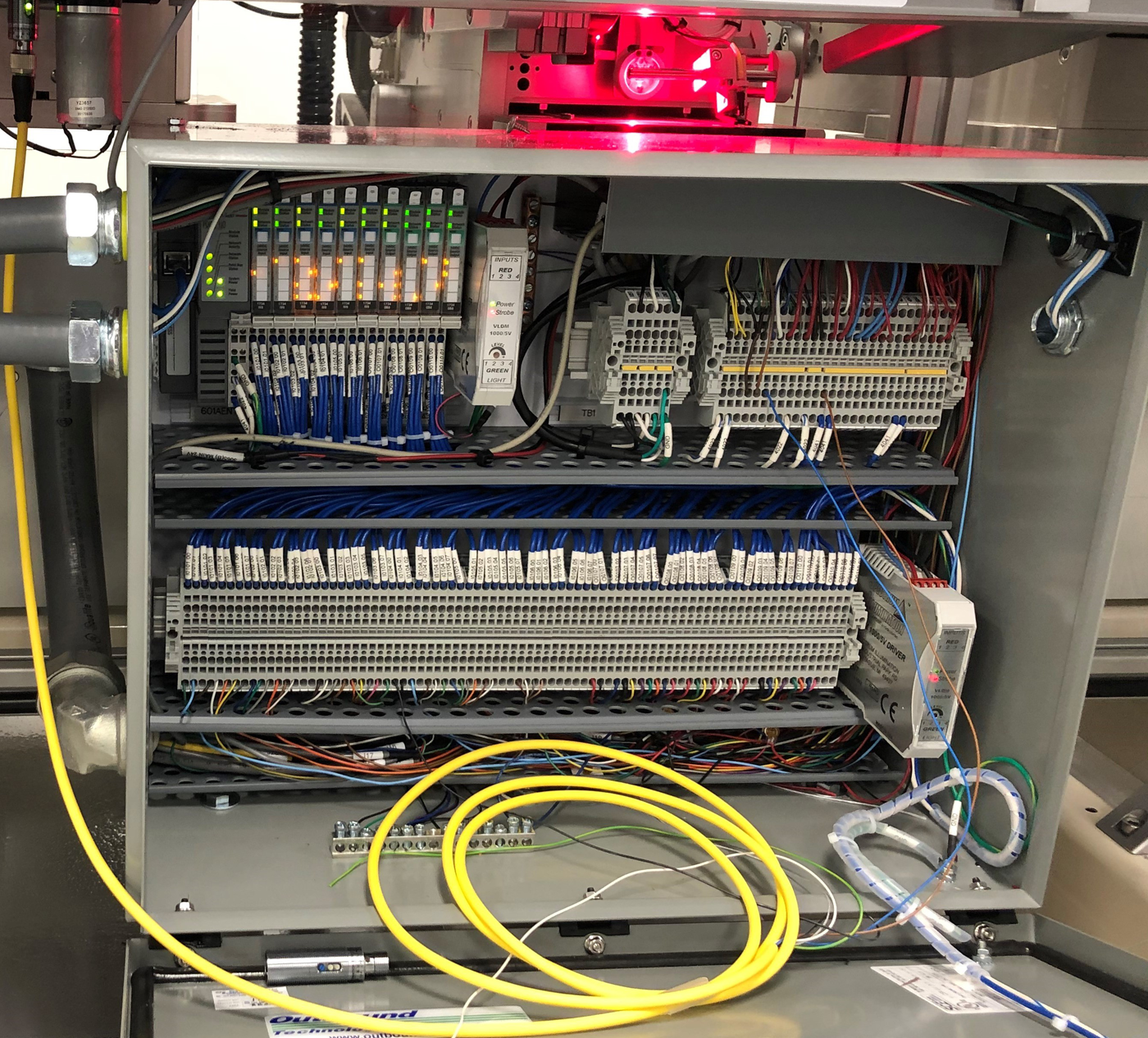
We utilized Allen Bradley components including: Guardmaster Safety Relays, a CompactLogix PLC and multiple Remote I/O racks.

The challenges
Not only was it difficult to find a controls electrical firm in Silicon Valley, the installation was very time consuming and complicated.
The wires were oh so tiny; nothing was larger than 20 gauge.
Real estate in the wireways and panels was tight, therefore the electricians ended up having to do a lot of soldering in locations that caused back pain all around.
In the 11th hour I realized that I took the fact that most sensors I’ve ever dealt with are PNP.
Everything on this machine was NPN, therefore requiring a last-minute change of most of the input cards to sourcing.
There was Pulse Width Modulation Vision System Lighting that needed a controller; I went through a few different lighting control options until we found just the right output voltage and amperage for the installed LED lights.
There were some LED casualties in the process.

The Result
I really did luck out with the Electrical Contractors I found and the fact that they took pride in their work.
Everything looked clean and professional and the I/O checkout of over 200 points only required us to swap a few wires and run one new cable.
We were able to convert the HMI from DAQFactory to Ignition and gain the benefit of being able to historize all tags and use trending and plant replay for commissioning and troubleshooting.
We already had Ignition installed for MES and SCADA, so were able to do this without purchasing additional software.
We simply utilized the HMI that was already there and pointed to the gateway to launch the application.
I was able to get great support from my Panel Builders and local Rockwell Distributor to get new cards and any other needed items very quickly so as not to impact schedule.
We made the machine safe by introducing a true safety circuit that included door interlocks and multiple E-stops.
The aggressive eight-week schedule was met, and the machine exceeded performance testing requirements.
Conclusion
With this project, not only do we have a rugged, robust, well performing machine, but we have a standardized control system that can be easily maintained and enhanced with the existing control staff our company already has.
There is a time and a place for PC based control systems; it just was not the right fit for our application, machine, environment and overall automation strategy for our manufacturing systems.
Written by Alicia Lomas
Project Manager, Automation Engineer, and Freelance Blogger
Have a question? Join our community of pros to take part in the discussion! You'll also find all of our automation courses at TheAutomationSchool.com.
Sponsor and Advertise: Get your product or service in front of our 75K followers while also supporting independent automation journalism by sponsoring or advertising with us! Learn more in our Media Guide here, or contact us using this form.
- Automated Downtime Tracking the Right Way, Part 1 - July 14, 2020
- Control System Architecture for Preventive and Predictive Maintenance - February 12, 2020
- Converting Equipment from PC-Based to PLC-Based Control - December 10, 2019
Discover more from The Automation Blog
Subscribe to get the latest posts sent to your email.


